全国咨询热线
17530719767
全国咨询热线
17530719767
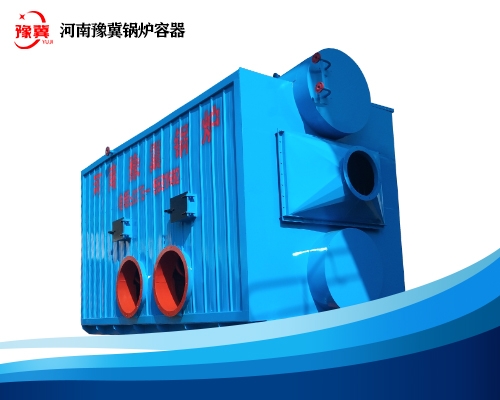
余热锅炉受热面检查对蒸发器、过热器和厂家供货的汽、水管道,在组合或安装前均按规范要求进行设备检查,并作好记录。用钢支墩和型钢搭设组合平台,将受热面组件吊放到平台上,进行吹扫和通球或单体试压,完毕后将管口盖住做好防护,以防杂物进入。受热面如有缺陷要立即处理好,以免在安装完毕不易修正。
水泥厂余热锅炉受热面安装顺序:从锅炉纵向的一端到另一端依次安装。
吊装前,每组受热面组合后经过通球和单体试验合格。组合程度视组件重量和吊装设备而定,也可单片吊装。吊装时,严格区分各组管片组。用汽车吊将受热面管组吊装到锅炉上部,从上部吊装下降到安装位置,将受热面管片组吊放到大板梁上。按照安装顺序和以上的方法和要求进行蒸发器管组的安装。在以上安装过程中将管片与进出口集箱上的管座对口焊接。
安装水泥厂余热锅炉前,先将锅筒钢结构安装合格。锅筒吊装前要放在一干净空地,两端垫400mm(躲开支座位置),将与支座的筒体部分除去污物,用砂布打光,然后放在支座上检查接触情况。按规范要求进行细微地检查、划线。如果设备出厂时未划线和未打铳眼时,则根据主要管座,在上、下、左、右沿纵向划出中心线,并打上铳眼。并对汽包壳体应进行外观、测厚检查和光谱复验,对汽包管座焊缝进行超声波探伤复验。用吊车或桅杆将检查过的锅筒两个底座放到炉顶上进行找正。用吊车或桅杆进行锅筒的吊装。试吊正常后正式起吊,放在支座上,进行标高、中心、水平找正,合格后再去掉吊装绳扣。在冲洗前,打开两端人孔,将内部装置能拆下的全拆下,进行清洗检查,然后复原,注意拆前要打印、编号、安装时按图纸把漏焊的地方补全。加垫地方按要求加垫,螺栓扭牢,封门前切勿将工具零件等遗忘。


联系人:徐经理
联系电话:17530719767
网址:
地址:河南省新乡市小冀镇冀中路8号  免责声明
免责声明
澳门管家婆最准一肖一码 版权所有
Copyright © 澳门管家婆最准一肖一码 主要从事于, 欢迎来电咨询! 备案号:豫ICP备17028852号-1

扫一扫关注 手机移动端